La metodología 5´s es muy importante para las organizaciones tanto industriales como de servicios, ya que mejora la seguridad, el orden y la limpieza en el área de trabajo, es por ello que actualmente muchas empresas están implementando las técnicas japonesas como innovación y en busca de la mejora continua.
El proceso de implementación de cada técnica de mejoramiento continuo demanda recursos tanto del personal como económicos, pero al igual que todos los planes en los cuales se involucra una institución, se espera que los beneficios se noten desde las primeras fases de introducción.
En este artículo se presentan los procedimientos y criterios básicos que debe realizar un laboratorio farmacéutico, con el objetivo de implementar un modelo 5´S en sus áreas y describiendo los beneficios que genera tanto a la industria farmacéutica como a las organizaciones en general. Luego de especificar los procedimientos, se concluye que cuando en un proceso productivo se implementa un modelo 5´S, se origina de forma permanente una mayor productividad, mejora la seguridad, el clima laboral, la calidad, la eficiencia, y por consiguiente, la competitividad de la organización.
Palabras clave: Mejora continua, laboratorio, implementación, modelo, industria
Abstract
The 5’s methodology is very important for both industrial organizations and services, and improving safety, order and cleanliness in the work area, which is why many companies are currently implementing Japanese techniques such as innovation and seeking continuous improvement.
The process of implementation of each technique demand continuous improvement resources both personnel and financial, but like all plans in which an institution is involved, it is expected that the benefits are felt from the early stages of introduction.
In this article they present the procedures and basic criteria that a pharmaceutical laboratory must realize, with the aim to help a model 5’S in his areas and describing the benefits that it generates both to the pharmaceutical industry and to the organizations in general. After specifying the procedures, one concludes that when in a productive process there is implemented a model 5’S, a major productivity originates from permanent form, improves the safety, the labor climate, the quality, the efficiency, and consequently, the competitiveness of the organization.
Keywords: Continuous improvement, laboratory, implementation, model, industry
-
INTRODUCCIÓN
La mejora continua es un concepto que se creó en Japón para generar un cambio organizacional y de percepción en las personas, así como para permitir el trabajo en equipo por medio de actividades estandarizadas que se mantengan a lo largo del tiempo. En esto intervienen los principios de comportamiento humano como la autodisciplina y el respeto para brindar un mérito a la superación permanente, al orden y la limpieza con el fin de acatar normas de higiene y preservar el ambiente que nos rodea (Martinez, 2009).
La metodología 5´s nació en Japón gracias al ejecutivo Hiroyuki Hirano, con el fin de innovar la gestión de procesos y de establecer o mantener las mejoras en cualquier organización. Un ejemplo claro fue la empresa Toyota, quien en ese momento implementó dicha herramienta (Torres, 2008).
Entre las principales aportaciones del Dr. W. E. Deming y de J. Juran respecto a la calidad, es fundamental destacar a la administración Kaizen como una reestructuración de la industria japonesa que fue destruida en la segunda guerra mundial. Esto fue de gran ayuda para que la actividad económica de dicho país comenzara nuevamente. El método Kaizen permite la participación de todos y se basa en que el ser humano contribuye a mejorar su lugar de trabajo a través de condiciones como el orden, la limpieza y la seguridad (Carro, 2012).
Las 5´s son herramientas de la manufactura esbelta, ésta última encargada de eliminar las operaciones que no le agregan valor al producto, aumentando el valor de cada actividad realizada y eliminando los desperdicios para mejorar las operaciones (Díaz, 2009).
Los principales objetivos de la metodología 5´s son el de crear una filosofía de mejora continua a nivel organizacional, permitiendo una reducción en los accidentes de trabajo, así mismo brindar una mayor seguridad, visualizar el orden y claridad del espacio, reducir el tiempo en ejecutar el trabajo y facilitar el acceder a los materiales. Esto requiere un cambio cultural y la cooperación de todo el personal para lograr grandes resultados.
La necesidad de aumentar la productividad, competitividad y de mejorar continuamente la calidad en los procesos de una organización ha determinado la aparición de diversas técnicas que van desde la aplicación de normas como la ISO 9001, ISO 9004, ISO 14000 (norma ambiental) y la ISO 18000 (norma de seguridad y salud ocupacional) hasta la aplicación de herramientas japonesas que se enmarcan como modelos para la mejora continua.
En el caso de un laboratorio farmacéutico, la metodología 5´s es oportuna para mejorar las diferentes áreas que posee, así como el de favorecer el desempeño de la industria y sus empleados.
Para iniciar la implementación del modelo integrado 5´s a la industria farmacéutica, una de las consideraciones básicas es realizar un diagnóstico con el cual se observe la situación actual de las áreas y así determinar los problemas presentes en cada proceso. Luego se realiza la planificación y ejecución de cada uno de los pilares de la metodología y finalmente un seguimiento al modelo implementado (Martinez, 2010).
Por ello este artículo pretende mostrar los beneficios que puede obtener un laboratorio farmacéutico al implementar en sus áreas un modelo 5´s, así como los procedimientos y criterios básicos a desarrollar para la aplicación de estas herramientas de mejora continua. Además se busca profundizar en la implementación de las técnicas 5´s en las áreas de producción, administrativas, de almacenamiento y de control de calidad en diversas empresas, para generar la aplicación en la industria farmacéutica.
2. METODOLOGÍA
El diseño de estudio en este artículo corresponde a una investigación descriptiva, ya que tuvo como finalidad identificar y especificar las posibles fuentes de desperdicios en los laboratorios farmacéuticos y así describir los procedimientos para la implementación de las herramientas de mejora continua denominadas 5´s.
Se revisaron fuentes de información primarias como el informe 32 de la Organización Mundial de la Salud de 1992 para verificar los aspectos fundamentales de orden y limpieza en la industria farmacéutica y fuentes secundarias como tesis y artículos de investigación acerca del modelo 5´S y su implementación.
3. UN MODELO DE GESTIÓN PARA LA MEJORA CONTINUA
Toda organización a nivel industrial necesita el uso de materias primas, equipos y herramientas, junto con el buen desempeño de los colaboradores para su óptimo funcionamiento. Sin embargo, en ocasiones no se planean actividades de seguridad, orden y limpieza para la prevención de accidentes en las áreas de trabajo. Es por ello que se requiere desarrollar actividades de mejoramiento continuo a través de una metodología que modifique los hábitos y actitudes laborales y que permita favorecer los índices de competitividad y productividad de una empresa (Corporation, 2010).
Un laboratorio farmacéutico colombiano debe cumplir diversos parámetros que estipula el Informe 32 de la Organización Mundial de la Salud (OMS, 1992).
Se destaca que todas las instalaciones deben proteger las operaciones de fabricación para no contaminar los materiales o productos, además de facilitar la limpieza y el saneamiento adecuado de acuerdo a los procedimientos detallados.
3.1 Origen del modelo de gestión
5´s
Las 5´s surgieron a partir de la segunda guerra mundial que azotó a Japón en el año 1960, se tuvo como consecuencia un decaimiento de la actividad económica de ese país. En ese momento el ejecutivo Hiroyuki Hirano creó la metodología con el objetivo de mejorar el desempeño organizacional mediante el seguimiento de cinco parámetros, los cuales conllevarían a realizar las tareas con seguridad para el trabajador y su entorno (Bazurto, 2012).
3.2 Significado de cada una de las
5´s
3.2.1 Seiri (整理): Clasificar
La primera de las 5´s busca separar los materiales necesarios de los innecesarios y eliminar estos últimos. Es decir mantener en el puesto de trabajo solamente los elementos necesarios para las actividades cotidianas, mientras que los innecesarios se pueden transferir, donar o eliminar dependiendo de su función.
Mediante este proceso se consigue más espacio tanto en planta como en oficinas, se elimina el despilfarro y se mejora el control de los inventarios.
3.2.2 Seiton (整頓): Ordenar
La segunda de las 5´s es la etapa donde se ubica lo útil o necesario. Se debe establecer el sitio para cada elemento de modo que cualquier colaborador sepa dónde encontrarla y devolverla. Ubicar los materiales y documentos mejora la imagen del área ante los clientes y favorece la coordinación para ejecutar el trabajo. Este proceso ayuda a identificar cuando falta algo y da una mejor apariencia, además teniendo todo organizado se está en condiciones de crear estándares para mantener la clasificación, orden y limpieza (Sorooshian, 2012).
3.2.3 Seiso (清掃): Limpieza
La implementación de Seiso pretende buscar y eliminar las fuentes de suciedad, asegurando que todos los medios se encuentran en buen estado operativo.
En esta etapa es importante la participación del trabajador. La empresa debe proporcionarle las condiciones y recursos para que se aplique el principio de limpieza y debe dársele total responsabilidad sobre su puesto de trabajo.
Solamente con una adecuada limpieza, el trabajador se puede dar cuenta de que algo funciona mal en su máquina o centro de trabajo (Hirano, 1998)
3.2.4 Seiketsu (清潔): Estandarizar
Define la constancia en la aplicación de los 3 primeros pilares de la metodología, desarrollando reglas que tienden a conservar lo que se ha logrado. En esta etapa se busca la creación de hábitos para mantener el lugar de trabajo en perfectas condiciones.
La aplicación de esta cuarta S, implica haber llegado al estado en el cual la persona desarrolla de manera cómoda y fácil todas sus funciones. Consiste en mantener una mente y cuerpo sano en cada colaborador, implementar medidas de seguridad y condiciones de trabajo sin contaminación, con un ambiente saludable y conveniente para laborar (Ho, 1999)
3.2.5 Shitsuke (躾): Disciplina
La última de las S´s tiene el mayor peso en la aplicación del modelo, ya que si la disciplina de trabajo no se mantiene, las condiciones vuelven a los indeseables niveles de partida y no se alcanzarán los resultados previstos.
Se debe crear una cultura de trabajo con el apoyo firme de la alta dirección y una asignación clara de las actividades a realizar.
Es también una etapa de control en la aplicación del modelo de gestión.
3.3 Valoración e implementación del modelo de gestión 5´S
La dirección del laboratorio es la principal responsable de valorar e implementar el modelo 5´S. Debe estar convencida y comprometida con el cambio que se realizará dentro de la organización. Si los directivos no están convencidos, será difícil que el personal valore la importancia de aplicar el programa en las áreas de la institución.
Se deberán seguir estándares, registrar las actividades y adaptarse a los nuevos hábitos para que la aplicación del modelo sea de manera ordenada y sistemática.
3.4 Pasos para el diseño e implementación del modelo 5´S en la industria farmacéutica
El proceso de diseñar e implementar el modelo tiene varios pasos, los cuales se resumen en: 1-Diagnóstico del laboratorio farmacéutico, 2-Diseño y ejecución del modelo 5´S y 3Seguimiento y control (Camejo, 2009)
A partir de ello se debe recolectar la información sobre el nivel de 5S en las áreas designadas, estableciendo qué clase de desperdicios se generan en la industria y sus posibles causas para diseñar e implementar cada una de las fases del modelo y finalmente realizar un seguimiento y control de lo implementado.
3.4.1 Diagnóstico de la industria farmacéutica
La industria farmacéutica ha adoptado pocas técnicas de Lean manufacturing por la preocupación de que dicha adopción reduzca el control de calidad de los productos. Sin embargo, los altos costos de producción y el alto capital de trabajo asociado a mayores inventarios, evidencian la necesidad de buscar la mejora en sus operaciones.
Las posibles fuentes de desperdicios de la industria farmacéutica se deben a un exceso en la producción, reproceso, tiempos de espera, movimientos y transporte, exceso de inventarios y procesamiento (Arrieta,2007)
3.4.2 Diseño y ejecución del modelo 5´S
El desarrollo de este modelo a la industria farmacéutica implica en un primer paso clasificar los elementos existentes entre necesarios e innecesarios (Seiri). En el laboratorio posiblemente se encuentren máquinas sin uso, herramientas y productos defectuosos, materias primas, archivos de documentos, estantes, entre otros elementos que requieren una adecuada organización. Colocar en práctica esta fase requiere una ardua labor de los colaboradores para determinar los elementos que no se utilizarán, previa capacitación a los mismos. Para la implementación de esta primera fase se seguirá el siguiente diagrama. (Figura 1).

Clasificación y selección de los elementos. Tomado de (Camejo L. 2009)
El personal del laboratorio destinará media hora al día durante una semana para acumular los documentos, equipos y herramientas innecesarias. Para ello se apoyarán de unas etiquetas rojas que deberán marcar a todos los objetos recolectados y de esta manera entregar una lista de lo que no sirve a la dirección (Santander, 2008).
La siguiente fase abarca la disposición funcional (Seiton), que se le debe dar a los objetos necesarios en las áreas y por tal motivo el personal ubicará las cosas según criterios de seguridad, calidad y eficacia. Será necesario entonces tener en cuenta la siguiente tabla para determinar el sitio de cada elemento (Tabla 1).
Tabla 1: Orden de los elementos
| Frecuencia de uso |
Ubicación |
| A cada momento | Junto al trabajador |
| Varias veces al día | Cerca al trabajador |
| Varias veces por semana | Cercano al área de trabajo |
| Algunas veces al mes | En áreas comunes |
| Algunas veces al año | En bodega |
| Es posible que se utilice | En área de archivo muerto |
Modificado de (Camejo L. 2009)
Este orden se aplicará tanto para las áreas administrativas en donde se manejan archivos, papeles y mobiliario como para las áreas de producción, calidad y almacenamiento donde se encuentran equipos, materiales y herramientas.
Teniendo el listado de los elementos útiles en cada área, el siguiente paso será definir un espacio para la ubicación de los mismos, los cuales tendrán también una descripción y un código.
En el caso de las áreas administrativas del laboratorio, se utilizará la identificación con contornos. En este procedimiento se realizarán los dibujos o plantillas para indicar la colocación de las herramientas, partes de un equipo o máquina, elementos de aseo y limpieza, bolígrafos, calculadora y elementos de oficina; se identificarán las carpetas de cada gaveta con sticker adhesivo para observar los documentos existentes en ella. Es importante que todo el personal identifique y ubique cada herramienta dentro de su dicho contorno. En cuanto al área de almacenamiento o bodega se podrá utilizar la marcación con colores o pinturas, definiéndose un espacio del piso para la delimitación de mobiliario, equipos, materiales de partida y de envasado, productos acabados y/o autorizados para su expedición, materiales intermedios y a granel (Tercero, 2005).
Es importante que la pintura escogida para las áreas no deteriore el suelo. Un ejemplo de ello sería delimitar el espacio con los colores amarillo y negro en forma de líneas de cebra para adecuar los productos en cuarentena, productos devueltos o retirados del mercado.
La siguiente etapa del modelo es la limpieza (Seiso). Este parámetro es necesario para que los laboratorios farmacéuticos obtengan un mayor rendimiento medido a través de resultados en la calidad, en los costos de mantenimiento, en la cantidad de producción, en la seguridad y en el compromiso de los colaboradores (Bresko, 2012)
Limpieza significa eliminar la suciedad y el polvo de todos los elementos de la empresa.
Para su ejecución, la dirección técnica deberá realizar un proceso de sensibilización, mediante una campaña de limpieza. Esto hará que los trabajadores se preparen para la práctica de limpiar permanentemente y observen la forma en la que deben quedar los equipos y herramientas a diario. La participación del área de recursos humanos es fundamental para la capacitación de los nuevos empleados. Cada persona culminará su trabajo diario si su área se encuentra limpia y ordenada. Las actividades de orden y limpieza deberán ser obligatorias para cada uno de los trabajadores.
Las actividades de limpieza a considerarse, son las siguientes:
- Recoger y retirar lo que estorba.
- Limpiar los elementos con productos adaptados.
- Barrer.
- Aspirar
Así mismo los útiles empleados son los siguientes:
- Aspiradoras, escobas, trapeadores y recogedores.
- Recipientes para la basura.
- Contenedores grandes para las zonas que generen enormes desperdicios.
Culminada la limpieza, deben establecerse sistemas visuales que permitan gestionar fácilmente las tres fases anteriores (Dobiotech, 2012) Para ello se continúa con el siguiente pilar que es Seiketsu. Este parámetro tiene como fin desarrollar un sistema claro de reglas que aseguren el mantenimiento de las fases anteriores.
Para la estandarización o normalización en las áreas del laboratorio, se deberá elaborar un manual de aplicación del modelo 5´S que contenga las siguientes especificaciones:
- Condiciones iniciales del área de trabajo tales como la superficie ocupada y la distribución en planta.
- Layout o distribución general de las áreas, equipos y herramientas que lo constituyen, incluyendo el responsable de cada área.
- Procedimientos para mantener el orden y la limpieza.
La información plasmada en el manual debe estar al alcance de cualquier persona de la planta.
Cabe destacar que la información deberá actualizarse periódicamente (Espejo, 2011).
Adicional a este procedimiento, los equipos del laboratorio que sean complejos de limpiar estarán marcados con un adhesivo de color naranja y éste tendrá una norma a seguir por el auxiliar de producción, analista de calidad o cualquier trabajador que requiera de su uso. Cada área del laboratorio adecuará un espacio en la pared, donde se colocará un tablón de gestión visual o informativo, en este se deben plasmar los procedimientos a realizar y debe estar ubicado cerca a los equipos.
La quinta y última fase denominada Shitsuke tiene una alta importancia, ya que se relaciona con el cambio cultural de las personas en la empresa. Se deberán mantener los hábitos correctos de trabajo e integrar las actividades diarias de clasificación, orden y limpieza, es decir, que todas estas tareas sean vistas como una necesidad que deben satisfacer para laborar en un ambiente más agradable.
Para implementar esta fase se requiere un apoyo firme de la gerencia, ésta deberá escoger un responsable por cada área y asignar claramente las tareas a realizar.
Es relevante que se programen charlas de motivación y liderazgo en la organización con el fin de lograr fomentar en ellos la cultura del orden y la limpieza (Miranda, 2010)
3.4.3 Seguimiento y control
En esta etapa se debe verificar el cumplimiento de las normas establecidas mediante una lista de chequeo donde se especifiquen las acciones, los tiempos y el nivel de ejecución. Adicionalmente, las auditorias son un pilar de gran importancia para verificar el proceso de aprendizaje del modelo 5´S en las áreas del laboratorio.
3.5 Beneficios de implementar el modelo 5´S en la industria
Farmacéutica
A continuación se mencionarán los beneficios que obtiene la industria farmacéutica con la implementación de las 5´s (Fajardo, 2013):
| SEIRI (Clasificación) |
| • Disminuir objetos que se deterioran al tenerlos almacenados.
• Generar más espacio • Mejor control del inventario. • Eliminación del despilfarro. • Reduce la accidentalidad en las áreas de trabajo. |
| SEITON (Orden) |
| • Ayuda a encontrar fácilmente documentos de trabajo, economizando tiempos y movimientos.
• Facilita regresar a su lugar los objetos que se han utilizado. • Se identifica cuando falta algo. • Confiere una mejor apariencia. • Se está en condiciones de crear procesos o estándares que mantengan la clasificación, orden y limpieza. |
| SEISO (Limpieza) |
| • Aumenta la vida útil de los equipos e instalaciones.
• Recuperar y arreglar elementos necesarios para el trabajo. • Hay una menor probabilidad de contraer enfermedades. • Mejor aspecto en el lugar de trabajo. • Evita daños a la ecología. |
| SEIKETSU (Estandarizar) |
| • Se guarda el conocimiento producido durante años.
• Mejora el bienestar del personal al crear hábitos de conservar limpio el sitio de trabajo permanentemente. • Los colaboradores conocen como realizar determinada operación. • Involucra al personal administrativo y trabajadores con los estándares establecidos. • Se evitan errores de limpieza que puedan conducir a riesgos laborales innecesarios |
| SHITSUKE (Disciplina) |
| • Fomentar la disciplina para respetar las directrices establecidas.
• Se evitan reprocesos. • Mejora la imagen de la empresa. • El personal es más apreciado por los jefes y compañeros. • Crear una cultura de orden y limpieza en todos los miembros de la organización. |
Adicionalmente, los laboratorios farmacéuticos que implementen un modelo 5´S, tendrán unas ventajas frente a otros laboratorios:
- Este modelo permite aumentar la competitividad del laboratorio, gracias a la reducción en los plazos de fabricación y la disminución en los defectos por calidad de los productos.
- Los procedimientos desarrollados en cada área son mejorados día a día, a través del cumplimiento de cada etapa del modelo de gestión.
- Aumento de la productividad.
- Mejora la imagen del laboratorio.
- Se crea una cultura organizacional para el desarrollo de las operaciones.
- Mejora la comunicación entre directivos y trabajadores de planta.
3.6 Limitaciones a la implementación del modelo 5´S
Aunque ya se han revisado los beneficios que genera la implementación de las 5´S a la industria farmacéutica, existen resistencias por parte de la empresa (Fajardo, 2013).
Por parte de los directivos se presentan las siguientes resistencias:
- El personal no mantiene limpio los puestos de trabajo: los colaboradores no tienen la iniciativa de mantener su lugar de trabajo ordenado.
- Es mejor producir antes que paralizar la producción: se piensa que con las 5´S habrán pérdidas en la producción, sin embargo, se debe valorar el beneficio de tener un área libre de contaminación.
- Para que perder tiempo limpiando si existen pedidos por entregar: no es prioritario el modelo 5´S porque hay pedidos por entregar a tiempo, pero se debe recalcar que en un lugar limpio y ordenado se es más productivo.
- Conozco mi orden, para que cambiar: los directivos creen que las 5´S deben ejecutarse en la parte operativa de la empresa, aunque por el contrario debe aplicarse por todos los miembros de la organización.
- Resulta más económico contratar una persona que limpie: se debe involucrar a todo el personal para obtener los mejores resultados.
Por otro lado, se presentan las siguientes resistencias por parte de los colaboradores:
- Para que limpiar: los colaboradores asumen el desorden como parte de su trabajo, sin tener en cuenta los factores perjudiciales que conllevan a su seguridad.
- Quien va a limpiar: las personas con más experiencia delegan las funciones de limpieza.
- En donde se guarda lo que tenemos: se piensa que al aplicar el modelo 5´S es necesario más espacio para guardar los elementos, sin embargo, el beneficio que se consigue al clasificar y separar es la liberación de espacio.
- No hay necesidad de aplicar las 5´S: en ocasiones es difícil aplicar las 5´S en empresas debido a su cultura, pero cabe recalcar que si una organización es eficiente y limpia, tendrá beneficios tales como un mejor control visual del funcionamiento de los equipos, procesos y un buen cuidado de las herramientas de trabajo.
3.7 Relación de las 5´S con otras técnicas de mejora continua
Un laboratorio farmacéutico debería implementar técnicas de mejoramiento continuo tanto a sus sistemas de producción como a las instalaciones. Para iniciar se deben implementar las 5´S buscando la participación y el compromiso de todos los colaboradores de la empresa. Es recomendable empezar con el modelo 5´S ya que este genera el mayor impacto visual y alista las áreas para implementar técnicas más puntuales. Sin embargo, han surgido otras técnicas de producción en busca de la excelencia industrial y que se complementan entre sí. Estas son las siguientes (Arrieta, 2007):
- SMED (Single Minute Exchange of Die): cambio de herramienta en un solo digito de minutos. Es una técnica utilizada para la disminución de los tiempos.
- Poka Yoke: es una técnica empleada para disminuir los defectos en los productos que se fabrican en una empresa.
- Los grupos Kaizen: busca el mejoramiento permanente por medio del aporte de ideas de cada trabajador.
- TPM: el Mantenimiento productivo total para disminuir el tiempo de paro en las máquinas.
- El análisis de valor del proceso: es una técnica aplicada para identificar en qué punto del sistema productivo se presentan los mayores desperdicios.
Las 5´S se relacionan con los sistemas SMED y Poka Yoke, ya que con su aplicación los tiempos y defectos se reducen casi a cero, dado que todo lo que se requiere es preparado con antelación, se encuentra a la mano y en buenas condiciones de operación (Arrieta, 2003).
4. Análisis y Discusión
En Colombia, la metodología 5´S se ha hecho cada vez más presente en las organizaciones tales como Colcafé, Compañía Nacional de Chocolates, Noel, Zenu, Incolmotos, Cervecería Unión, Grupo Corona y la empresa farmacéutica Novartis, ya que por los beneficios anteriormente mencionados, son una necesidad para alcanzar el nivel adecuado de competitividad frente a otras empresas (Arrieta, 2010 ). Se ha comprobado que la implementación de las técnicas japonesas es una exigencia de los clientes y/o proveedores de que las industrias asuman el mejoramiento continuo para la sostenibilidad de las mismas (Arrieta, 2003).
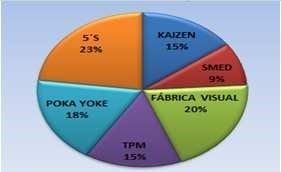
Implementación de las técnicas de mejora continua en
Colombia
Modificado de (Arrieta J. 2003)
Como se puede observar en la figura 2, son diferentes las técnicas que se han implementado en el país, de las cuales sobresalen las 5´S con un 23% y la fábrica visual con un 20%. Sin embargo, el porcentaje podría ser mayor si la herramienta no fuera desconocida para algunas empresas.
Actualmente en el país existe el programa SCORE que tiene como objetivo promover prácticas responsables en el lugar de trabajo, mejorar el clima laboral y aumentar la productividad de las pymes. Dentro de sus módulos se encuentra el de la Cooperación en el lugar de trabajo, donde se abordan temas de comunicación, 5´S e indicadores, conformando un equipo empresarial responsable para la ejecución de los planes de mejoramiento. A la fecha el 60% de las 30 empresas que participan de SCORE Colombia, reportan un ahorro de costos, el 55%, una reducción en la tasa de defectos, el 20% una reducción en el consumo de energía, el 30% reducción en la tasa de rotación del personal y un 30% reporta disminución de quejas por parte de los trabajadores (Enplanta, 2013)
En la revisión realizada no se observó un modelo exacto que integrara los aspectos fundamentales para la aplicación de las 5´S en la industria farmacéutica.
5. Conclusiones
Se presentaron los diferentes procedimientos que deberá realizar un laboratorio farmacéutico para implementar un modelo 5´S en sus áreas. Adicionalmente se determinaron los beneficios que genera esta herramienta a la industria farmacéutica comparándola con las demás técnicas de mejora continua.
Dentro de la revisión realizada, se encontraron diferentes industrias que implementaron las 5´S en alguna de sus áreas obteniendo resultados benéficos en sus operaciones. Un ejemplo de ello, es la empresa farmacéutica Novartis que ha reportado una serie de beneficios como: reducción en los plazos de fabricación, aumento de la calidad, disminución en los defectos por calidad, aumento de la productividad e incremento de la seguridad, entre otros.
Se ha observado que los clientes o proveedores exigen cada vez más a las empresas para que mejoren continuamente sus procesos y así confiar plenamente en los productos o servicios ofrecidos.
Es necesario conocer bien la situación actual del laboratorio farmacéutico y el personal con que se cuenta para llevar a cabo la implementación del modelo 5´S. La capacitación en cada fase es fundamental para que cada colaborador se haga participe del proyecto y valore su importancia.
Una de las causas de no implementar las herramientas de mejora continua en la industria farmacéutica, es por el desconocimiento de las mismas. Sin embargo, el hecho de que en el laboratorio se utilicen equipos en cada área, evidencia que hay un grado de integración del personal, lo cual resulta positivo para la implementación de un sistema de mejoramiento como los son las 5´S.
Cada laboratorio farmacéutico deberá evaluar la viabilidad de implementar el modelo a través de un análisis técnico, económico y financiero. Una vez implementado el proyecto, lo importante es mantenerlo, siempre y cuando se cumpla con cada uno de los parámetros 5´S.
6. Referencias bibliográficas
- Arrieta J. 2003. Estudio de las mejores prácticas en manufactura conocidas como Herramientas de producción aplicadas en el sector metalmecánico de la ciudad de Medellín In REVISTA Universidad EAFIT.
- Arrieta J. 2007. Interacción y conexiones entre las técnicas 5s, SMED y Poka Yoke en procesos de mejoramiento continuo. In Tecnura.
- Arrieta J, Botero, Victoria., Romano, Maria. 2010. Benchmarking sobre manufactura esbelta (lean manufacturing) en el sector de la confección en la ciudad de Medellín, Colombia
- Bazurto C. 2012. MEJORAR CON HERRAMIENTAS DE GESTION DE CALIDAD ¨5 S¨ TALLER MECANICO DE INDUSTRIA ALIMENTICIA In Instituto de Tecnologías Programa de Tecnología de Mecánica Industrial ESCUELA SUPERIOR POLITÉCNICA DEL LITORAL.
- Bresko M. 2012. The 5S Method of Improvement – Enhancing Safety, Productivity and Culture. http://reliabilityweb.com/index.p hp/articles/the_5s_method_of_i mprovement__enhancing_safety_productivity_and_culture/
- Camejo L. 2009. Programa de Orden y Limpieza, Seguros Bolivar.
- Carro R, González, Daniel. 2012. Administración de la Calidad total. Administración de las operaciones.
- Corporation LI. 2010. Implementing 5S Workplace Organization Methodology Programs In Manufacturing Facilities. http://www.onlinetmd.com/File Uploads/file/AMD-TMDTES/ Lista-5S-and-lean-mfgwhite- paper.pdf.
- Díaz F. 2009. La manufactura esbelta. In Lecturas de ingenieria 6. Facultad de Estudios Superiores c (ed.).
- Dobiotech. 2012. METODOLOGÍA 5S Y PROCEDIMIENTO DE IMPLANTACIÓN.
- Enplanta. 2013. SCORE Colombia, primera vez en Latinoamérica. http://www.enplanta.com/index. php/noticias/productividadenmedellin/item/79-score,- primera-vezenlatinoam%C3%A9rica.html.
- Espejo L. 2011. APLICACIÓN DE HERRAMIENTAS Y TÉCNICAS DE MEJORA DE LA PRODUCTIVIDAD EN UNA PLANTA DE FABRICACIÓN DE ARTÍCULOS DE ESCRITURA. In Departamento de Organización de Empresas (OE). Universitat Politècnica de Catalunya (UPC).
- Fajardo M, Jachero, Teresa. 2013. Diseño de un modelo del sistema de orden y limpieza (5S) para mejorar el área de producción de la Fábrica Corruastro.
- Hirano H. 1998. 5 pilares de la fábrica visual. TGP HOSHIN. TECNOLOGIAS
- Ho S. 1999. Japanese 5-S – where TQM begins. http://www.emeraldinsight.com/ journals.htm?articleid=841906.
- Martinez C, Barcia, Kleber. Propuesta para la Implementación de la Metodología de Mejora 5s en una Línea de Producción de Panes de Molde In Facultad de Ingeniería en Mecánica y Ciencias de la Producción. Escuela Superior Politécnica del Litoral.
- Martinez, Maria. 2009. La importancia del Kaizen en empresas productivas. Universidad Veracruzana: Facultad de Contaduria y Administración.
- Miranda V. 2010. Implementación de la Metodología de Mejora 5S en la Línea de Producción de Cuadernos Universitarios en una Industria de Artes Gráfica. In Facultad de Ingeniería en Mecánica y Ciencias de la Producción Escuela Superior Politécnica del Litoral.
- OMS. 1992. Buenas prácticas de manufactura vigentes. In Informe 32 Organización mundial de la Salud, Ginebra.
- Santander CArd. 2008. Manual de implementación Programa de las 5´s. http://www.eumed.net/cursecon/libreria/2004/5s/2.pdf
- Sorooshian S, Salimi, Meysam., Bavani, Shanthi., Aminattaheri, Hasti. 2012. Experience of 5S Implementation. In Journal of Applied Sciences Research.
- Tercero O. 2005. Aplicación de la metodología cinco eses dentro del proceso de mejora continua, de la empresa Inmoka S.A. In Facultad de Ingeniería. Universidad de San Carlos de Guatemala.
- Torres J. 2008. Mejora continua: Implementación de las 5S en un sistema de salud. http://www.clinicainternacional. com.pe/descarga/revista/cuart a_edic/Mejora_Calidad.pdf.