El presente trabajo se realizó en un Laboratorio de Investigaciones en el cual se realizan diagnósticos de enfermedades. El laboratorio cuenta con un total de seis áreas de trabajo funcionales, éstas son: anatomía y patología encargada de la necropsia del animal y del diagnóstico presuntivo; así como también las áreas que realizan un diagnóstico confirmativo como serología, virología, bacteriología, parasitología, epizootiología.
Este trabajo se centra en el estudio de la interacción de las personas con los objetos de trabajo con los cuales entran en contacto, de aquí que podamos proporcionar información que ayude a otros especialistas con otros saberes para que tomen decisiones acerca del diseño de estos objetos, del mejoramiento de la facilidad de uso de los productos que desarrollan. Con estos estudios podemos contribuir a producir productos más seguros o fáciles de usar, generar procedimientos mejores para realizar determinadas tareas.
En 1940, el psicólogo británico Hywel Murrell unió los términos griegos ergon (trabajo) y nomia (conocimiento) para darle el nombre de ergonomía, ciencia que data desde los tiempos prehistóricos, cuando los hombres buscando mejorar la eficiencia les daban formas a sus armas y herramientas de trabajo hasta mejorarlas.
En estos momentos la ergonomía se define como:
La aplicación de las ciencias biológicas del hombre, junto con las ciencias de ingeniería, para lograr la adaptación mutua óptima del hombre y su trabajo, midiéndose los beneficios en términos de eficiencia y bienestar del hombre (ISO, 1961)
La consideración de los seres humanos en el diseño de los objetos, medios y entorno producidos por el propio hombre. (Mc. Cormick, 1976)
DEFINICIÓN DEL PROBLEMA
- Inadecuado método de trabajo en las operaciones del área de esterilización
- Inadecuado diseño del puesto de trabajo para la operación de fregado de la cristalería.
- Inadecuadas condiciones microclimáticas en el departamento de esterilización.
OBJETIVOS
- Ofrecer una solución de diseño de puestos de trabajo para mejorar el rendimiento productivo.
- Facilitar la optimización de espacios, y la economía de movimientos y operaciones.
- Mejorar las condiciones microclimáticas del departamento de esterilización.
TÉCNICAS UTILIZADAS
Los principales métodos y técnicas utilizados en el desarrollo de este trabajo serán: Entrevistas, observaciones directas, diagramas bimanuales y de recorrido, técnicas de diseño ergonómico y psicométricas.
DESARROLLO
ANÁLISIS DEL PROBLEMA
- Inadecuado método de trabajo en las operaciones del área de esterilización
Se registro en diagramas bimanuales los métodos actuales de actividad en el puesto de trabajo; demostrándose que no existe un método de trabajo uniforme en la auxiliar que trabaja en el departamento de esterilización; ya que no realiza la actividad de la misma forma siempre, esto no es malo, pero complica la forma en que se pueda realizar cualquier tipo de medición.
- Inadecuado diseño del puesto de trabajo para la operación de fregado de la cristalería.
El puesto de auxiliar técnica cuenta con una meseta de 4m² y tres fregaderos, un horno de esterilización y dos autoclaves, la operación que ella realiza es manual y de pie; la misma comienza cuando la auxiliar recorre las diferentes áreas en búsqueda de la cristalería por esterilizar.
A través de observaciones directas se pudo comprobar el mal diseño del puesto de trabajo, en el cual el operario permanece toda la jornada de pie, dado que no existe un diseño de asiento para esta actividad. Incluso el diseño de la meseta no es el más adecuado; ya que la operaria de hacérsele un asiento no podría introducir los pies en la misma al presentar puertas.
- Inadecuadas condiciones microclimáticas del departamento de esterilización
En el local de la auxiliar se encuentra un horno de esterilización lo cual genera calor. A esto pudiéramos decir que se manifiestan claramente dos formas de propagación del calor:
- El intercambio de calor por convección
Significa el intercambio de calor entre el aire y la piel del trabajador; si el aire posee una temperatura superior a la de la piel el primero transmitirá parte de su calor al hombre. Si al contrario, es la piel la que posee más temperatura que el aire, el hombre perderá calor por convección.
- El intercambio de calor por radiación
Consiste en ceder o ganar calor, hacia o desde las superficies que rodean al hombre. Si las superficies poseen una temperatura mayor que la de la piel del hombre, este ganará calor por radiación; si al contrario es la piel del hombre la que posee una temperatura más alta que la de la superficie que lo rodea, será el hombre el que cederá calor por radiación. Y esta no depende del aire, por lo que es absurdo tratar de contrarrestar la radiación mediante ventilización..
A partir de aquí evaluamos las condiciones microclimáticas a través de la ecuación de balance térmico. ISC = E req/ E. Máx x 100 y se tomaron mediciones psicométricas.
BÚSQUEDA DE SOLUCIÓN
El Diagrama de Recorrido u OTIDA en planta, refleja el recorrido del objeto de trabajo, posibilitando una visión espacial o de distribución en planta indicando áreas, puestos, equipos y divisiones constructivas, donde puede apreciarse en los detalles que se requieran el flujo o proceso desde el aprovisionamiento hasta la distribución pasando por el proceso productivo o de servicio propiamente. (Cuesta, 2005)
El Diagrama de Recorrido hecho a escala, permite analizar las distancias de los recorridos actuales, sus tiempos y los contrastes con los proyectados, de modo que por su optimización pueden reducirse costos por concepto de personal, puestos, áreas y condiciones de trabajo relativas a luminarias, ventiladores, etc. (Cuesta, 2005).
DIAGRAMA DE RECORRIDO ACTUAL
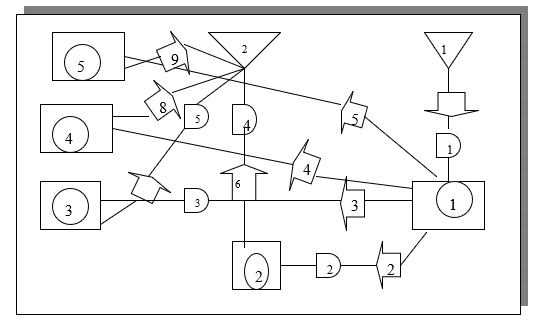
Diagrama de recorrido actual
Distancia entre los puestos de trabajo actual
0 Almacén temporal 0-1= 200 m 2-6= 110 m
1-6 Departamentos 1-2= 100 m 3-6= 120 m
1-3= 110 m 4-6= 510 m
1-4= 500 m 5-6= 515 m
1-5= 505 m
Total= 1415 m = 1.4 km Total = 1255 m = 1.2 km
DIAGRAMA DE RECORRIDO PROPUESTO
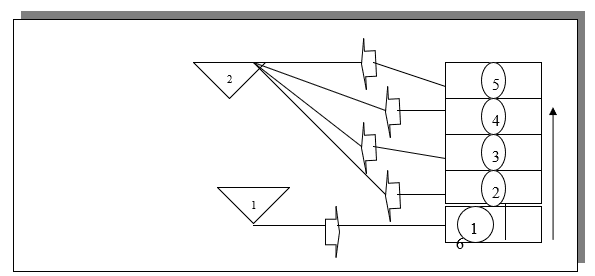
Diagrama de recorrido propuesto
Distancia entre los puestos de trabajos propuestos
0-1= 200m 2-6= 3 m 7-3= 20 m
Almacén 1-2= 3m 3-6= 6 m
1-5 Departamentos 1-3= 6 m 4-6= 9 m
Cubículo de embriones 1-4= 9m 5-6=12 m
1-5= 12m
Total 230 m =0.23 km Total= 30 m=0.03 km Total=20 m
Con el diagrama de recorrido propuesto se lograría mejorar la distribución del objeto de investigación, posibilitando una menor distancia entre las áreas, mayor relación entre los puestos de trabajo y los equipos de trabajo, así como un fuerte impacto en los tiempos de ejecución de las operaciones, esto finalmente contribuiría a mayor optimización del recurso tiempo y de operaciones, generando menores costos por concepto de personal, puestos y áreas.
Diagrama bimanual o de análisis de la operación. Es un diagrama en el que se consigna la actividad de las manos o las extremidades del operario indicando la relación entre ellas. Se utiliza fundamentalmente en operaciones repetitivas e indica la sucesión de hechos mostrando las manos y en ocasiones los pies del operario y su relación y puede o no ser contra una escala de tiempos. Los símbolos de los movimientos simultáneos quedarán uno frente al otro.
Aspectos a considerar en la confección del diagrama bimanual
1.Tendrá un modelo que comprenda:
- Espacio con la información habitual.
- Espacio para el croquis del lugar de trabajo y de los dispositivos y herramientas.
- Espacio para los movimientos de ambas manos.
- Espacio para un resumen de movimientos del método actual y propuesto.
2.Estudiar varios ciclos antes de comenzar las anotaciones.
3.Registrar una sola mano cada vez.
4.Registrar unos pocos símbolos cada vez.
5.Registrar las acciones en el mismo renglón solo cuando son simultáneas.
6.Las acciones sucesivas se pondrán en diferentes renglones.
7.Procúrese registrar todo lo que hace el operario y evítese combinar actividades.
DIAGRAMA BIMANUAL ACTUAL : Departamento de esterilización
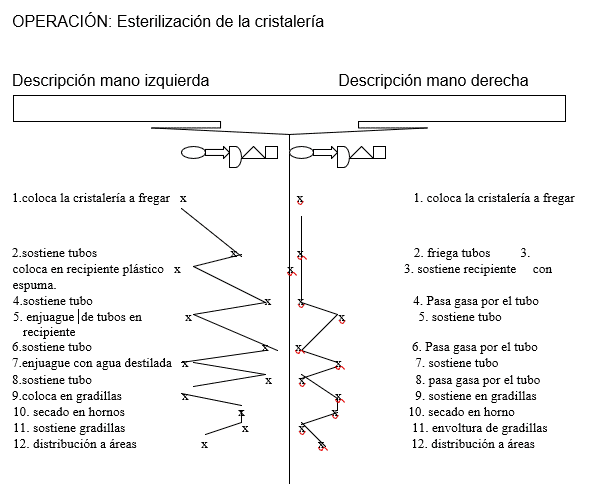
Diagrama Bimanual Actual
MÉTODO ACTUAL Izquierda. Derecha
Operaciones………………….35…………………..30
Transporte…………………… 45…………………..45
Sostenimiento………………..26………………….26
Inspecciones………………… 15………………….15
TOTALES……………………..121 min…………116 min
DIAGRAMA BIMANUAL PROPUESTO : Departamento de esterilización
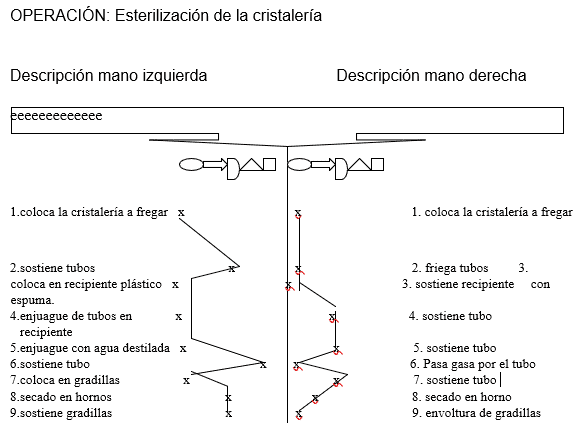
Diagrama Bimanual Propuesto
MÉTODO ACTUAL…………….IZQ…………….DER.
Operaciones………………………30……………….30
Transporte………………………….0 ………………..0
Sostenimiento……………………16……………….16
Inspecciones ……………………..5 ………………..5
TOTALES………………………….51 min………..51 min
El resultado que se logró fue una economía de movimientos, ya que ambas manos comienzan y terminan sus movimientos a la vez, las dos manos no permanecen inactivas, los movimientos de los brazos se hacen simultáneos en direcciones opuestas y simétricas, se emplea el menor número de elementos posibles, se hizo una clasificación por orden ascendente de tiempo y esfuerzo requerido como: movimientos de los dedos, movimientos de dedos y muñecas, movimientos de dedos, muñecas y antebrazos, movimientos de dedos, muñecas, antebrazos y brazos, movimientos de dedos, muñecas, antebrazos, brazos y todo el cuerpo, se eliminaron los movimientos que eran en zig zag o en línea recta con cambios de dirección bruscas y repetitivos por movimientos suaves y continuos de las manos, permitiéndose un ritmo fácil y natural.
ANÁLISIS ANTROPOMÉTRICO
Es la ciencia que estudia las dimensiones del cuerpo humano, los conocimientos y técnicas para llevar a cabo las mediciones, así como su tratamiento estadístico.
Auxiliar técnico………………………………………… Unidades/mm
- Alcance máximo del brazo
- Alcance mínimo del brazo
- Altura de los ojos sentada
- Altura del codo sentada…………………………242.0
- Altura del muslo …………………………………..178.0
- Altura subescapular………………………………412.0
- Altura de la rodilla sentada…………………….324.0
- Altura poplítea……………………………………..425.0
- Longitud sacro poplítea…………………………563.0
- Longitud Sacro rótula……………………………512.0
- Longitud del muslo
- Anchura de la cadera sentada……………….421.0
- Anchura de codo a codo
Obteniéndose el siguiente resultado:

Ergonomía en la esterilización
De esta forma la auxiliar puede realizar su actividad de fregado sin presentar en el futuro problemas derivados de las malas posturas. Crear una silla diseñada con criterios ergonómicos es imprescindible para evitar trastornos físicos, como dolores de espalda, cervicales, lumbago o problemas de circulación. Esta silla se puede ajustar a las medidas de cada persona, para ofrecer el máximo apoyo y confort.
MICROCLIMA LABORAL
Los factores que se analizaron fueron la temperatura del aire, la temperatura del bulbo húmedo, la humedad relativa, la velocidad del aire, la radiación y la temperatura del globo.
Auxiliar técnica
TABLA ESTRUCTURADA PARA UNA VELOCIDAD DEL AIRE DE 1 m/s
| Estatu ra | Peso Kg | Th ˚c | Ta
˚c |
Tg ˚c t | Va estima | Hr% | M | TMR
˚c |
R | C | Ereq | Emáx | ISC |
| 1.58 | 60 | 25.2 | 20 | 30 | 5 | 57 | 164.55 | 65 | 132 | -241.96 | 54.59 | 515.48 | 10.59 |
ISC = Bajo
Intensidad del trabajo = Alta
Evaluación del microclima = crítica
Para una velocidad del aire de 5 metros por segundo
GENERACIÓN METABÓLICA DE CALOR
M= 260 w / 1.58 = 164.55 w/ m²
INTERCAMBIO DE CALOR POR CONVECCIÓN
0.6
C = 4.6 Va ( ts -35 )
0.6
C= 4.6 (5) ( 15 – 35 )
C= 4.6 ( 2.63) ( -20)
C= – 241.96 w/ m²
TEMPERATURA MEDIA RADIANTE
4 4 8
( TMR – 273 ) = ( tg + 273 ) + 1.4 √Va ( tg – ts ) 10
4 4 8
( TMR – 273 ) = ( 30 + 273 ) + ( 1.4 * √5 * ( 30 – 15 ) 10
4 4 8
( TMR – 273 ) = ( 303 ) + ( 1.4 * 2.24 * 15 ) 10
4 8 8
( TMR – 273 )= 84.2 * 10 + 47.04 * 10
4 8
( TMR – 273)= 131.24 * 10
4 8
( TMR – 273) =√ 131.24 * 10
2
( TMR – 273 ) = 3.38 *10 ·
TMR = 338 – 273 = 65 C
INTERCAMBIO DE CALOR POR RADIACIÓN
R = 4.4 ( TMR -35 )
R = 4.4 ( 65 -35 )
R= 4.4 (30)
R= 132 W/m
EVAPORACIÓN REQUERIDA
Ereq= M+R+C
Ereq= 164.55 w/ m² + 132 w/ m² – 241.96 w/ m²
Ereq= 54.59 w/ m²
EVAPORACIÓN MÁXIMA
0.6
Emax= 7 Va ( 56 – Pva ) ≤ 390 w/ m² Pva= 2.8Kpa*10=28 hpa
Emax= 7 (2.63) (56-28) ≤ 390 w/ m²
Emax= 7 (2.63) (28) ≤ 390 w/ m²
Emax= 515.48 w/ m² > 390 w/ m²
INDICE DE SOBRECARGA CALÓRICA
ISC= 54.59 w/ m² / 515.48 w/ m² = 10.59 < 100 bajo
CONCLUSIONES
Mejorar la eficiencia de los resultados de las investigaciones es sumamente importante, ya que contribuiría a mejorar la velocidad de respuesta de estas instituciones a los centros de producción y no nos referimos a la calidad de la investigación, sino a la rapidez en la toma de decisiones, que también es un aspecto que concierne a la calidad
En el trabajo se realizó un análisis del problema en un área, detectándose los principales factores que impiden un mejoramiento de la eficiencia, para su solución se realizaron estudios de recorridos del objeto de trabajo, estudios de economía de movimientos, antropometría y microclima laboral.
El análisis de la situación arrojó en primer lugar que se debería de modificar el centro, construyéndose un pequeño edificio, lo cual mejoraría la distribución del objeto de trabajo y con ellos sería menor la distancia entre las áreas y disminuiría los tiempos de ejecución de las operaciones.
El análisis de la situación del puesto de trabajo de la auxiliar técnica demostró en primer lugar, que se debería de diseñar un asiento que evite que permanezca ésta las ocho horas de pie, así como también que tenga movilidad con relación a los objetos, en segundo lugar debería mejorarse la economía de movimiento, buscando que ambas manos comiencen y terminen sus movimientos a la vez, que las dos manos no permanezcan inactivas y se emplee el menor número de elementos posibles en el trabajo.
Otra cuestión importante es en cuanto al microclima; ya que al analizarse la temperatura del local se llegó a la conclusión que no es alta y esta mejoraría con una velocidad del aire de 5 metros por segundo, lo cual traería a favor un mejoramiento del intercambio térmico por convección.
También pudiera surgir como una solución microclimática para hacer las condiciones mucho más favorables: colocar un aire acondicionado, o en cambio colocar un extractor, y aún así como una última solución disminuir la temperatura del aire que es consecuencia del horno, a la vez que aumentar la velocidad del aire mediante ventilación artificial y tratar de aliviar la intensidad de su trabajo físico.
BIBLIOGRAFIA
- Acevedo, José A. Proyectos de Organización de la empresas industriales. Ed. ENPES, La Habana, 1986.
- Acevedo, José A., Ana J. Urquiaga y Martha Gómez. El modelo General de Organización de la empresa industrial. Ediciones ISPJAE, Ciudad de La Habana, 1996.
- Acevedo, Suárez, José A. El indicador de productividad como instrumento del mando de la producción, en Revista Ingeniería Industrial, IX. No. 3. ISPJAE, Ciudad de La Habana, 1988.
- Alonso, A.(2003) Ergonomía. Ediciones ISPJAE, Ciudad de La Habana.
- Cuatrecasas, A. Lluis. Organización y gestión de la producción en la empresa actual. Centrográfico. España, 1994.
- Cuesta, A (2005) Tecnología de Gestión de Recursos Humanos. 2da edición. Editorial Académica. La Habana.
- Domínguez, Machuca J. A. Dirección de operaciones: aspectos tácticos y Mc. Graw Hill, México, 1995.
- Fundora Miranda, Albertina y otros. Organización y planificación de la producción II. Editorial ENPES, La Habana, 1987.
- Goldrat, E. M. y J. Cox. La meta. Un proceso de mejora continua. Ediciones Tauler, S. A. Cuarta edición. España, 1990.
- Grupo Ejecutivo Perfeccionamiento Empresarial. Guía metodológica para realizar el diagnóstico empresarial. Ciudad de La Habana, mayo, 1998.
- Harrington, H. J. Administración total del mejoramiento continuo. Graw Hill. Colombia, 1997.
- Harrington, H. J. Mejoramiento de los procesos de la empresa. Graw Hill. Colombia, 1993.
- Hicks, Philip E. Introducción a la Ingeniería Industrial y Ciencia de la Administración. Editorial CECSA, México, 1989. pp. 146-149.
- Hutchins, David. Just In Time. Gower Technical Press. USA, 1989.
- Cormick, B. E. Ergonomía. La Habana, Ed. ISPJAE.
- Masaaki, Imai. La clave de la ventaja competitiva. Ed. Continental S. A., México, 1990.
- Murrell H. (1940) Ergonomía. Ediciones ISPJAE, Ciudad de La Habana.
- Schein, Edgar H. Consultoria de procesos. Recomendaciones para gerentes y consultores. Addison Wesley Iberoamérica. México, 1988.
- Schein, Edgar H. Consultoria de procesos. Su papel en el desarrollo Addison Wesley Iberoamérica. México, 1990.
- Schonberger, R. J. Técnicas japonesas de fabricación. S/A, S/E.
- Schonberger, R. J. Manufactura de clase mundial para el próximo siglo. Prentice Hall Hispanoamericana. México, 1996.
- Schroeder, R. G. Administración de operaciones. Graw Hill. México, 1992.
- Taboada, Rodríguez Carlos y otros. Organización y planificación de la producción I. Editorial Pueblo y Educación, La Habana, 1987.
- Urquiaga, Rodríguez Ana J., y José A. Acevedo Suárez. La clasificación de los sistemas de producción. Revista de Ingeniería Industrial. IX, No. 2, ISPJAE. Ciudad de La Habana, 1989. pp. 178-184.
- Urquiaga, Rodríguez Ana J., y José A. Acevedo Suárez. Enfoques y barreras de la consultoria a empresas para su perfeccionamiento organizativo. Una polémica actual. Revista de Ingeniería Industrial. 14, No. 1, ISPJAE. Ciudad de La Habana, 1993. pp. 39-51.
- Urquiaga, Rodríguez Ana J., y José A. Acevedo Suárez. La consultoria de empresas en Cuba Una polémica actual. Revista de Estudios No. 85, España, 1994. pp. 46-53.
- Urquiaga, Rodríguez Ana J., y Gustavo García Musa. Aplicación de los índices de carácter rítmico al control de la producción. Revista de Ingeniería Industrial. 15, No. 2, ISPJAE, Ciudad de La Habana, 1994. pp. 43-46.
- Womack, James P. La máquina que cambió al mundo. Grau Hill. España, 1992.
- Yasuhiro, Monden. El sistema de producción Toyota. Ciencias de la Dirección, S. A., España, 1991.